板金加工について【加工現場の生の声 #4】

前回までの記事では、「フライス加工」と「旋盤加工」について詳しくご紹介しました。今回は、ロボットや実験装置の部品製作に欠かせない、「板金加工」をご紹介します。特徴や加工方法だけでなく、どのようにしたら短納期やコストダウンを実現できるかもあわせて説明します。
板金加工とは
「板金加工」とは、薄い板状の金属に力を加えて変形させ、立体的な形状を作りだす加工技術です。前回までにご紹介した加工方法は、金属を削る「切削加工」でしたが、今回は薄い板状の金属に力を加えて変形や切断をする「板金加工」となります。試作に向いた加工方法として「切削加工」と並ぶ有用な加工方法です。
ハンマーなどの工具を使い、手作業で金属の板に力を加えて成形する方法もありますが、専用の機械を使用して、薄い板状の金属に力を加えて変形や切断をするのが主流です。
金属を削る「切削加工」と異なり、「抜き」・「切断」・「曲げ」・「溶接」など、様々な工程があり、それらの総称を「板金加工」と呼んでいます。ここでは、それぞれの工程に関わる代表的な加工および加工機械をご紹介します。

・レーザー加工
レーザー光線によって、金属やプラスチックを加熱、融解、蒸発させることで「抜き」や「切断」を行う加工です。近年はレーザーの高出力化が進み、穴開け加工も含めた高速加工が可能になっています。基本的にタップ穴(ねじ山が切られている穴)やザグリ穴(ねじやボルト頭部の飛び出しを防ぐための穴)は対応できません。
・タレットパンチプレス
タレットと呼ばれる金型ホルダーに小さな金型をたくさん取り付けて、金属を高速でプレスして「抜き」や「切断」を行う加工です。タップ穴やザグリ穴の成形加工が可能ですが、外周や長穴を抜くにはたくさんのパンチ回数が必要になるため、加工に時間がかかります。
・プレスブレーキ(ベンディングマシン)
「パンチ」と呼ばれる金型と「ダイ」と呼ばれる金型を上下に取り付け、金属板を挟み込んで圧力をかけ、「曲げ」を行う加工機械です。複雑な立体形状に対応できるように、「パンチ」、「ダイ」ともに多様な形状の金型を使い分けます。圧力のかけ方は油圧式や機械式など様々ですが、近年ではNC(Numerical Control:数値制御)で加圧量を調整できる機械が普及しています。
・アーク溶接
アーク(放電による火花)の熱を利用して金属を溶かして溶接する方法です。青白い光を発生させながら、金属を溶接する作業を一度は見たことがあるはずです。金属が空気に触れている状態だと、溶接不良を起こしてしまうので、シールドガスと呼ばれるガスを用いて、接合する部分を空気に触れさせないようにします。「被覆アーク溶接」や「ティグ溶接」等、様々な溶接方法が分かれており、金属の種類や加工時間に応じて、適した溶接方法を選びます。
・レーザー溶接
レーザー溶接には、大きく分けて二つの種類があります。「YAGレーザー溶接」と「ファイバーレーザー溶接」があり、ランニングコストの面から、近年では「ファイバーレーザー溶接」が主流となりつつあります。「YAG溶接」はYAGレーザーと呼ばれるレーザー光線を用いて溶接しますが、発熱量が多く、機械を冷却する必要があることから消費電力量が大きくなります。一方で「ファイバーレーザー溶接」は光の増幅と伝送にファイバーを用いて溶接します。ランニングコストが安く、メンテナンスの手間がほとんどないことから近年普及が加速しています。
板金加工で作る利点
「板金加工」によってできることをご説明しましたが、「板金加工」で作ることにどのような利点があるのでしょうか。ここでは、前回の記事でご紹介した「切削加工」との違いや、設計する上でのポイントをご紹介します。
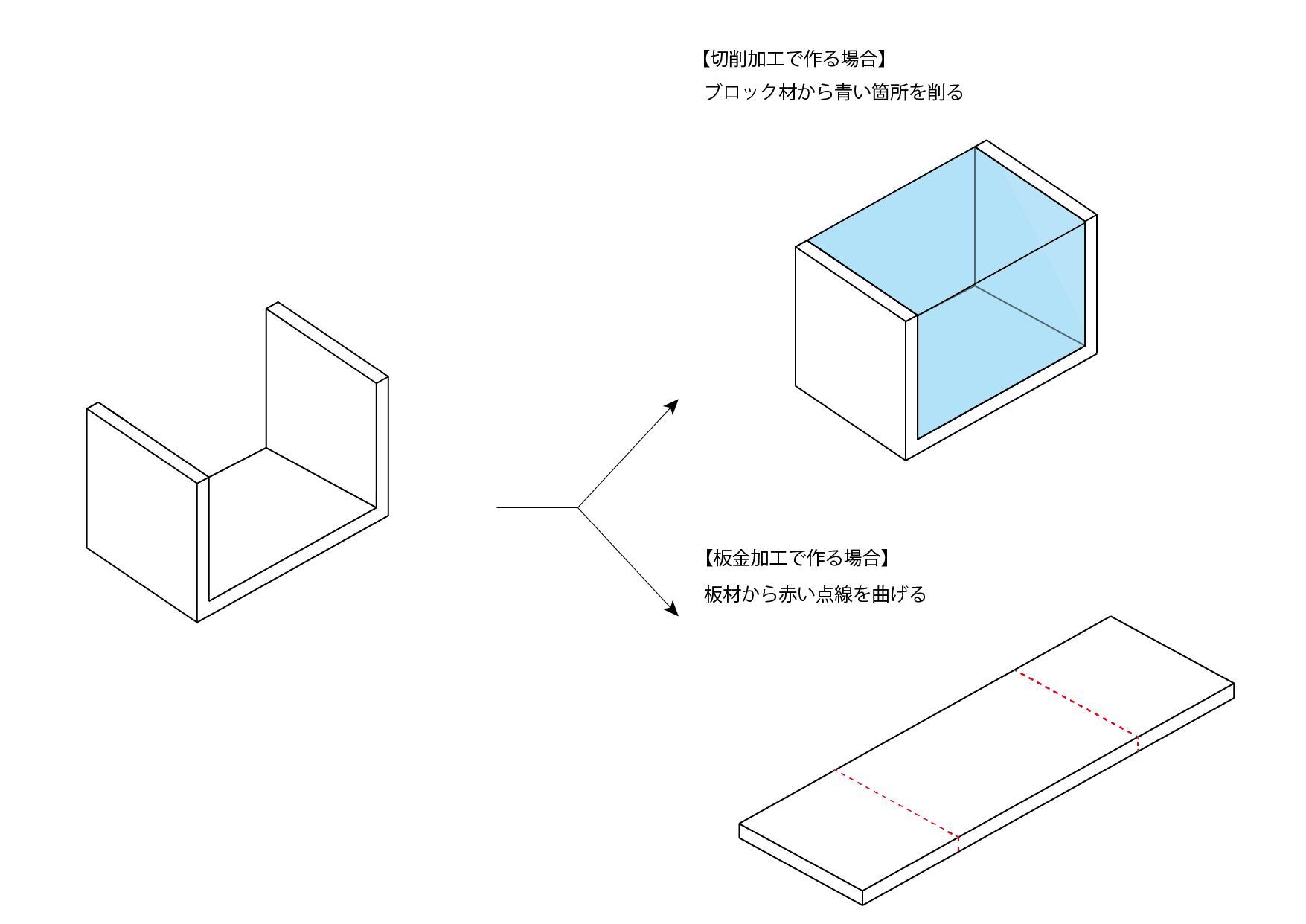
「切削加工」よりも安価に製作できる場合が多い
板金加工の特徴として、「切削加工」よりも安価で製作できる場合があります。例えば、図のような形状の部品を作ろうとした際に、「切削加工」と「板金加工」どちらでも作ることができます。「切削加工」の場合は、金属のブロックから削り出して製作する一方で、「板金加工」の場合は、金属の板材を曲げて成形します。「切削加工」よりも、様々な工具を取り付ける段取りや加工時間が短いことが多く、「板金加工」の方が圧倒的に早く製作することが可能です。
早く製作できるということは、機械の稼働時間が少ないということであり、即ち「安く」製作できることになります。また、板材を使用するので、「切削加工」と比べて材料も無駄になることはありません。この「安価」で製作できるというのは、予算に悩む開発者や設計者の皆様にとって、非常に重要なポイントになるのではないでしょうか。後述する「板金加工で作る際に気を付けること」に留意し、無駄がない効率的な設計をしましょう。
板金加工で作る際に気を付けること
すべて「板金加工」で作ることができればよいのですが、残念ながら「板金加工」にもできないことや注意しなければいけないことがあります。
・「切削加工」よりも精度が劣る
「板金加工」は、板材に力を加えて成形することから、「切削加工」と比べて精度が出にくいことが挙げられます。裏を返せば、どうしても精度が必要な部分に「板金加工」は適さないでしょう。部品に精度を求める場合には「切削加工」を選ぶことをお勧めします。
・加工できる板厚に限界がある
材質によって異なりますが、試作で用いられる板金の板材は一般的に0.5mm~3.0mmの厚さで取り扱われることが多いです。ですが、加工業者によって加工可能な板厚が異なるため、初めて依頼する場合は業者に確認が必要でしょう。なお、薄い板を溶接する場合は熱変形することもあります。
・タップ穴やリーマー穴ができない場合がある
板材を加工するため、板が薄いとタップ穴が切れない場合があります。一般的には噛み合う山が3つ必要と言われていて、M3のねじであれば最低でも1.5mm以上、M6のねじであれば3.0mm以上の板厚が必要です。ただし、バーリング加工やナット溶接など、薄い板厚でもタップ穴を加工できる方法もあります。また、リーマー穴と呼ばれる穴の加工も、板金業者が工具を持っていないことがあるため、できない場合があります。板金業者がどのような加工ができるか、事前に聞いておくとよいでしょう。
・仕上げ工程の確認が必要となる
「レーザー加工」の場合、高出力のレーザー光線を照射して金属を溶かす特性上、「抜き」や「切断」の断面が粗くなってしまいます。また、「溶接」のあとにできる肉盛りを除去するために、グライダーで仕上げたりします。多くの板金加工業者は、これらを手仕上げで行っていますが、品質は業者によってバラバラです。きちんとした仕上げまで対応してもらえる業者と出会うことが重要でしょう。
これら以外にも、「曲げ」の近くには穴が開けられない、レーザー加工による「抜き」の断面がテーパーになる等、細かな留意点がいくつかあります。
まとめ
「板金加工」は、ロボットや実験装置を作る上でのコストダウンの要です。設計者や開発者の皆様が、製作コストに悩んでいたら、ひとまず「板金加工」で作れないか考えてみることをお勧めします。そのうえで、精度が必要な部分のみを「切削加工」に見直す、なんてことが出来ればグッとコストダウンができるはずです。他にも、「全周バリなきこと」という図面指示を、「一部の箇所のみバリ取り」と変更することで、仕上げに対応する時間が短くなり、効果的なコストダウンを狙えるでしょう。
もしも「板金加工」に関してお困りのことがあれば、ぜひ小野電機製作所へお問い合わせください。弊社は、「板金加工」のプロフェッショナルを擁す協力企業と提携しております。弊社と連携し、「板金加工」+「切削加工」の組み合わせも可能となるため、みなさまの製品開発にふさわしい加工方法をご提案できます。また、加工上の「都合」や「事情」など、加工現場の「生の声」をお伝えすることで、高い品質だけでなく、コストダウンや納期の短縮にご協力して参ります。
次回はロボットや装置の摺動に欠かせない、研削加工について取り上げます。

- 小野 芙未彦代表取締役
- 1956年東京都品川区生まれ。1979年慶應義塾大学経済学部を卒業した後、1985年に株式会社小野電機製作所に入社。1999年に代表取締役就任(3代目)。精密部品加工を手掛けていたが、1989年頃から機械設計の事業をスタート。大学・公的研究機関・大手企業研究開発部門からの依頼で、研究用ロボット・各種実験装置などを受託する。過去に「加工現場の生の声」というタイトルで大学や学会セミナー等で講義した経歴を持つ。